冠裕20年专注泵浦研发生产于一体的高新企业用心造好泵 高端泵浦选泓川品牌!
 服务热线15961828396
服务热线15961828396
服务热线15961828396

热搜关键词: 氟塑料磁力泵 内衬氟磁力泵 高低温磁力泵 INNOMAG磁力泵 泓川气动隔膜泵
摘 要:
磁力泵具有全密封、无泄漏、耐腐蚀的特点, 可有效解决化工装置跑、冒、滴、漏的问题。概述了甲醇精馏装置的工艺流程和磁力泵的特点, 针对磁力泵实际运行过程中出现的问题, 分析其原因并采取了相应的优化措施。改造后, 消除了磁力泵频繁损坏的问题, 从而保证了甲醇生产装置的长周期运行。
1、甲醇精馏工艺流程
河南龙宇煤化工有限公司500 kt/a甲醇项目于2008年建成投产, 其中甲醇精馏装置采用以规整填料为塔内件的三塔精馏工艺, 为了减少甲醇的损失, 增设了1座塔以回收污水中的甲醇, 故实际甲醇精馏为三加一塔流程。精馏用汽为低压蒸汽, 为了降低能耗, 各塔再沸器蒸汽冷凝液的余热用于预热进料粗甲醇。精馏塔采用的槽式液体分布器和槽盘式液体分布器具有较好的抗堵和防夹带能力, 整个甲醇精馏装置具有压降小、操作弹性大、分离效果好、甲醇产品质量高以及能耗低的特点[1]。为了改善现场环境, 提高环保效果, 有效解决化工装置跑、冒、滴、漏问题, 甲醇精馏装置采用工艺先进、全密封、无泄漏、耐腐蚀的高性能磁力泵作为介质输送设备。三加一塔甲醇精馏工艺流程如图1所示。
2、磁力泵
2.1 磁力泵概述
如图2所示, 磁力泵由泵体、磁力传动器、电动机三大部分组成, 关键部件磁力传动器由外磁转子、内磁转子及不导磁的隔离套组成。磁力泵属于泵领域的一个分支, 是一种将永磁联轴的工作原理应用于离心泵的新产品。磁力泵应用广泛, 主要应用于电脑水冷系统、汽车冷却循环系统、空调机、化工等领域。
2.2 工作原理
当电动机带动外磁转子旋转时, 磁场穿透空气隙和非磁性物质, 带动与叶轮相连的内磁转子作同步旋转, 实现动力的无接触传递, 将动密封转化为静密封。由于泵轴、内磁转子被泵体、隔离套完全封闭, 彻底解决了化工装置跑、冒、滴、漏问题, 从而避免易燃、易爆、有毒、有害、异味介质的泄漏, 对改善现场环境效果明显。
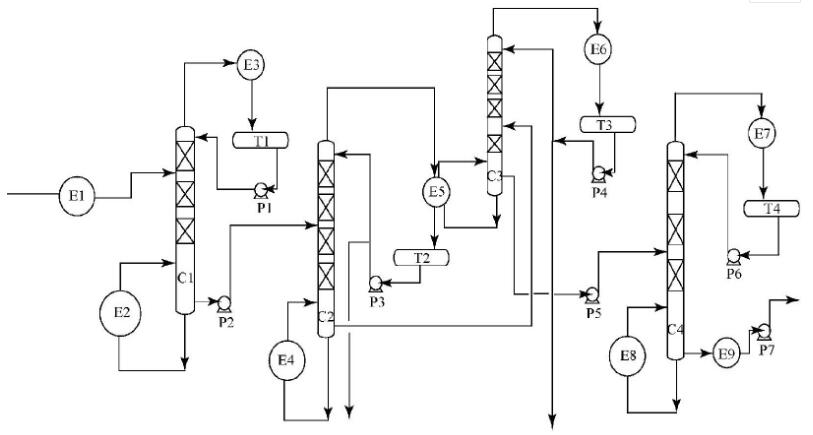
图1 三加一塔甲醇精馏工艺流程
C1.预精馏塔C2.加压精馏塔C3.常压精馏塔C4.回收塔E1.预热器E3, E6, E7, E9.冷却器E2, E4, E5, E8.再沸器T1~T4.回流槽P1~P7.磁力泵
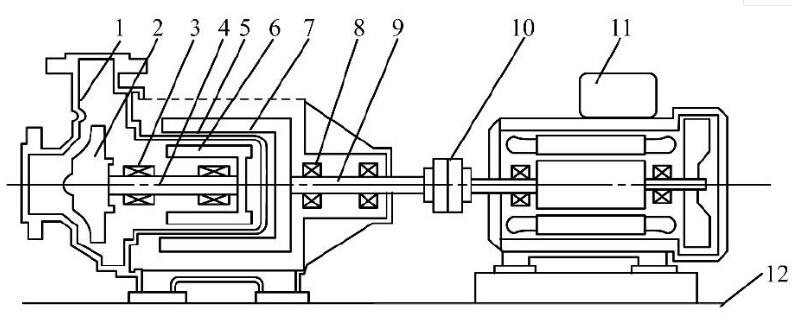
图2 磁力泵结构简图 下载原图
1.出口2.叶轮3, 8.滑动轴承4, 9.泵轴5.隔离套6.内磁缸7.外磁缸10.联轴器11.驱动电机12.机座
2.3 磁力泵的优点
磁力泵通过磁力传动来实现力矩的无接触传递, 从而以静密封取代动密封, 使泵完全无泄漏。内外转子间可有较大的间隙, 由于隔离套的壁厚较厚 (采用非金属隔离套时壁厚≤8 mm, 采用金属隔离套时壁厚≤5 mm) , 隔离套被磨穿的可能性较小, 隔离套与内外磁转子的间隙亦较大。磁力泵运行可靠, 因轴封磨损造成的内磁转子与隔离套磨损的可能性很小。隔离套安装、拆卸方便, 可在现场更换。可采用材质为碳化硅的轴承, 耐磨性良好, 使用寿命长。泵的转速不受电机限制, 维护保养方便、易操作、体积小、效率高、运行噪声小[2]。
3、磁力泵运行中存在的问题
河南龙宇煤化工有限公司甲醇精馏装置共选用磁力泵7台, 主要技术参数如表1所示。
在甲醇精馏装置的运行过程中, 磁力泵多次出现内磁缸消磁、滑动轴承碎裂、隔离套泄漏、泵汽蚀等问题。
表1 磁力泵主要技术参数
下载原表

3.1 原因分析
(1) 由于开车初期甲醇精馏装置负荷较低, 回流量及进料量均较小, 所以泵在运行时流量偏小, 甚至长时间在低于zui小流量的工况下运行, 泵内件得不到有效的润滑或冷却而导致损坏。
(2) 开车初期, 特别是长时间停车后再开车, 由于系统保护不当, 导致装置管线或设备内出现锈蚀, 产生的铁质杂质和颗粒杂质较多, 这些杂质进入磁力传动器和轴承摩擦副而导致泵损坏。
(3) 由于泵入口过滤器存在缺陷, 铁质杂质或颗粒杂质未能有效过滤, 同样导致杂质进入磁力传动器和轴承摩擦副而导致泵损坏[3]。
(4) 开车初期系统较脏, 泵入口过滤网极易堵塞, 因未及时清理堵塞的过滤网, 导致泵入口流量不足, 产生汽蚀而导致泵损坏。
(5) P2的滑动轴承易碎, 通过分析确定该泵存在设计缺陷, 即轴向推力不平衡, 导致泵运行期间轴向窜动较大, 轴承及泵叶轮口环易磨损。
3.2 改造措施
(1) 由于原始设计各泵均没有回流管线, 在运行初期负荷较低时, 泵的运行均达不到额定zui小流量, 特别是P2和P4, 因其设计流量大, 极易损坏。为此, 对额定流量在100 m3/h的P1, P2和P4进行改造, 在其出口增设回流管线, 当工况需要泵在低流量工况下运行时, 开启回流阀门, 从而保证泵的正常流量。
(2) 原泵入口过滤器为T型过滤器, 仅有180μm (80目) 过滤网, 只能单纯过滤较大颗粒杂质, 对金属类较小杂质不能有效滤除。为此, 在原T型过滤器中增设磁性棒, 可有效去除金属杂质;将过滤丝网改为150μm (100目) , 从而避免杂质进入磁力传动器和轴承摩擦副而导致泵的损坏。
(3) 增加过滤网清理频次, 尤其是在开车初期的72 h内, 保证过滤网每隔8 h清理1次。加强泵的巡检, 发现出口压力波动时, 及时切泵清理滤网, 保证泵的稳定运行。
(4) 严禁介质抽空, 在泵出口阀关闭的情况下, 泵连续运转时间不得超过2 min, 以防磁力传动器过热而失效。泵启动之前, 对泵进行盘车以检查磁力泵转动是否灵活。启动前彻底灌泵, 防止泵内有气体积聚。
(5) 对P2泵叶轮后侧开3个Ф4 mm对称平衡孔以平衡轴向推力, 通过实际运行, 效果明显。
4、结语
通过改造设备、改进工艺、调整泵运行模式等一系列优化措施的实施, zui终消除了磁力泵频繁损坏的问题, 保证了泵的稳定运行, 从而确保了甲醇生产装置的长周期运行, 降低了运行成本。
苏州冠裕机电科技有限公司 版权所有备案号:苏ICP备18067543号网站地图



